

The core of modular conveyor belt operation lies in proper selection and matching, standardized installation and commissioning, standardized operation and maintenance, and rapid troubleshooting. Following the procedures ensures stable operation and extends lifespan.
I. Selection and Adaptation (The First Step to Success)
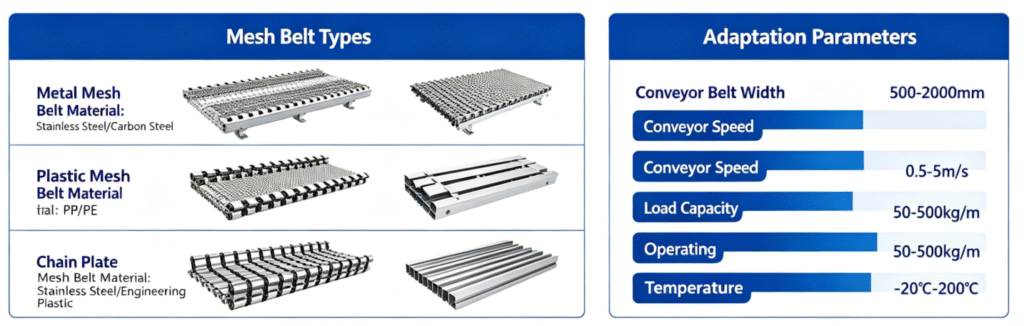
Select material based on material and environment: Food/pharmaceutical conveyors at room temperature: food-grade PP/POM; Low-temperature/frozen conveyors: UHMWPE; Medium-high temperature or highly corrosive conveyors: 304/316 stainless steel.
Pitch and surface matching requirements: For small workpieces/precision conveying, use a short pitch of 12.7–25.4mm for more stable operation; For drying/cleaning, choose an open mesh surface for breathability and easy cleaning; For cardboard boxes/rigid packaging, choose a flat surface for better load-bearing capacity.
Specifications must match the equipment: Bandwidth is determined by load and layout (common 100–3000mm, customizable); thickness and load-bearing capacity should match single-piece weight and linear speed; For turns/inclines, confirm the minimum turning radius and lifting scheme.
II. Installation and Commissioning (Key to Stable Operation)
Installation Preparation: Clean debris from the frame and use a level to ensure the frame is horizontal and the rollers are parallel (non-parallel axes are the main cause of belt misalignment).
Belt Laying: Lay the belt from the drive end, ensuring the joints are flat and aligned.
Tension Adjustment: The initial tension should be “no slippage, moderate sag”; leave a **1%–1.5%** tension allowance for the plastic belt, and recheck the tension after operation.
No-Load Commissioning: Perform a jog test run, observing for belt misalignment and abnormal noise; if misalignment occurs, adjust the rollers/tensioning device by **”adjusting the side that is misaligned”**, observing stability after each adjustment before continuing.
Load Verification: Gradually increase the load from 30% to full load, checking the centering of the material drop point and operational stability.
III. Operation and Maintenance (Core of Cost Reduction and Efficiency Improvement)

Daily Routine: Clean debris from the surface of the belt and check that fasteners are not loose.
Weekly Inspection: Check bearing lubrication, conveyor belt tension, and belt misalignment; replenish grease as needed.
Quarterly Inspection: Change lubricating oil, calibrate sensors, and inspect electrical wiring.
Special Maintenance: In food/pharmaceutical settings, disassemble, clean, and disinfect according to specifications; in humid environments, provide protective measures to prevent corrosion.
IV. Common Faults and Quick Troubleshooting
| Fault phenomenon | Main causes | Quick processing |
|---|---|---|
| veering off course | The frame is not level, the rollers are not parallel, and the material is unevenly loaded. | Align the rollers/guide rails; adjust the material drop point to center; replace worn rollers. |
| Slip | Insufficient tension, oil stains/wear on the drive wheel surface | Adjust tension; clean drive wheels; replace patterned conveyor belt in humid environments. |
| Damage / breakage | Hard object mixed in, overload, poor joint | Add a filter to the feed inlet; control the load; retighten or replace the joint/mesh belt. |
| Unusual noises/vibrations | Roller jamming, loose fasteners, motor malfunction | Lubricate/replace idler rollers; tighten components; overhaul motors. |
V. Usage Prohibitions and Safety
Overloading, forced misalignment adjustments, and touching rotating parts during operation are strictly prohibited.
Power must be disconnected and a warning sign displayed before stopping the machine for maintenance. Operation is only permitted after confirming there is no residual power.
Operators must be trained, their responsibilities clearly defined, and unauthorized maintenance avoided.
VI. Rapid Matching for Different Scenarios
Food Baking/Cleaning: Select food-grade PP/POM flat/mesh surface, all-stainless steel body, easy to clean and corrosion-resistant.
Electronic Precision Assembly: Select anti-static modules, short pitch and small bandwidth, with a positioning system to prevent deviation.
Logistics Packaging/Heavy Load: Select stainless steel reinforced or large pitch flat conveyor belts, suitable for high load and high speed.
Freezing/Low Temperature: Select UHMWPE low temperature resistant conveyor belts, ensuring toughness and preventing brittleness.
VII. Quick Execution Checklist
Define material properties, weight, line speed, ambient temperature and humidity, and cleanliness requirements.
Select material/pitch/surface and bandwidth thickness, and verify turning/climbing requirements.
During installation, ensure the frame is level and the rollers are parallel, leaving a 1%–1.5% tension allowance.
Start with no load, then load, adjust jog to stabilize, and gradually increase to the rated load.
Establish daily/weekly/quarterly maintenance schedules, stockpile easily damaged parts such as bearings and connector pins, and ensure that spare parts are available within 48 hours of a failure.