
Flexible Conveyor Chains
Core Components of Modular Flexible Conveying Systems, Empowering Efficient Upgrades to Automated Production Lines
Flexible conveyor chains are suitable for automated production in various industries, including food, pharmaceuticals, electronics, and packaging. With their core advantages of flexibility, cleanliness, durability, low energy consumption, and high efficiency, they have become mainstream supporting equipment in the light industrial automated conveying field, continuously helping companies optimize production line layouts, reduce maintenance costs, and improve production efficiency. As a core component of modular lightweight conveying systems, flexible conveyor chains break through the limitations of traditional conveying equipment layouts, enabling multi-dimensional conveying operations and adapting to diverse industrial production scenarios.
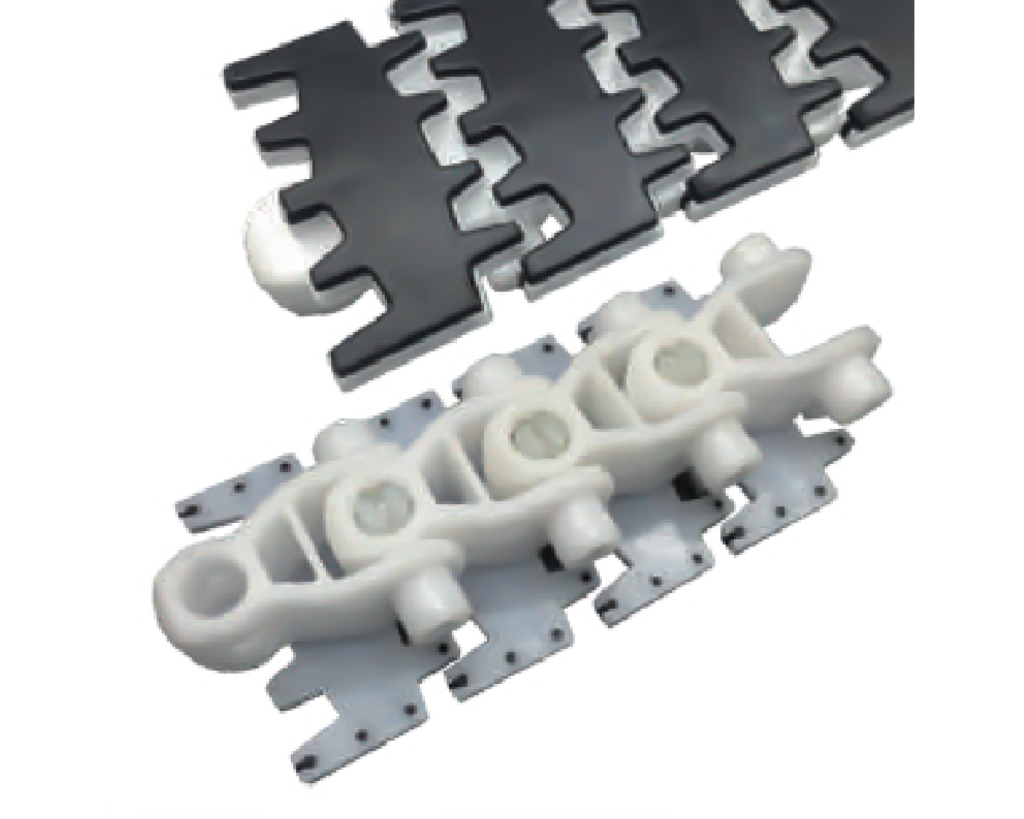
According to industry technical data, flexible conveyor chains, also known as flat-top flexible chains or side-bending plastic chains, adopt a modular splicing structure. They consist of standardized single-section chain plates hinged with stainless steel pins. Combined with aluminum profile frames, drive sprockets, wear-resistant guide rails, and other accessories, a complete flexible conveying production line can be assembled. The equipment’s transmission system is equipped with a geared motor and frequency converter, allowing for stepless adjustment of the conveying speed from 0.5-20 m/min to meet different production capacity requirements.
In terms of material research and application, flexible conveyor chains achieve comprehensive coverage across various scenarios, balancing practicality and professionalism. Food-grade POM material is the industry-standard mainstream choice, meeting FDA food contact standards. It features oil-free self-lubrication, no unsanitary corners, and quiet operation. Its temperature resistance range is -20℃ to 80℃, and it supports water washing, making it widely suitable for clean production scenarios such as dairy products, beverages, and baked goods. Lightweight PP and PE materials prioritize cost-effectiveness and are suitable for light-load conveying applications at room temperature, such as cosmetics and general packaging.
For specific industry needs, anti-static POM chains can control surface resistance to 10⁶-10⁹Ω, effectively avoiding the risk of electrostatic breakdown, making them suitable for conveying semiconductor and 3C electronic components. Meanwhile, 304 stainless steel chains offer stronger load-bearing capacity, wear resistance, and acid and alkali resistance, supporting high-temperature steam sterilization. They meet the operational requirements of chemical, heavy-duty production, and high-standard cleanrooms, comprehensively covering both general and specialized industrial scenarios.
Standardized specifications and diversified product categories are the core product advantages of flexible conveyor chains. The industry-standard pitch is 25.4mm, and it is available in multiple standard widths including 43mm, 63mm, 83mm, 103mm, 140mm, 175mm, and 295mm, suitable for conveying various materials such as small components, bottled goods, and large cartons. The product range includes standard flat chains, turning toothed chains, anti-slip adhesive chains, clamping and lifting chains, and steel-top wear-resistant chains, meeting diverse operational needs such as straight-line conveying, 90°/180° turns, incline lifting, diversion and merging, and buffer sorting.
Compared to traditional conveying equipment, flexible conveyor chains have significant competitive advantages. Firstly, their flexible layout allows for horizontal turns, three-dimensional inclines, and multi-layer cross-layouts, with a minimum turning radius as low as 150mm, significantly saving workshop space. Furthermore, their modular structure supports rapid disassembly and assembly, flexible reconfiguration, and adaptability for production line upgrades. Secondly, the equipment boasts low operating and maintenance costs. The plastic material is rust-free, requires no frequent lubrication, and produces no oil pollution, making cleaning convenient. Damaged individual chain plates can be replaced individually without overall disassembly, significantly reducing subsequent maintenance costs.
Furthermore, the equipment operates smoothly and offers strong protection. The chain plates are seamlessly joined, preventing relative slippage during material transport. The soft-contact material effectively prevents scratches and damage to product surfaces. Operating noise is as low as 55dB, making it suitable for high-standard production workshops requiring dust-free, quiet, and clean environments. The equipment has a maximum single-drive conveying length of 25-30m and a maximum incline angle of 30°, adaptable to various load-bearing conditions, including light, medium, and heavy-duty applications, demonstrating exceptional versatility.
Currently, flexible conveyor chains are widely used in various industries, including food and beverage, pharmaceuticals and daily chemicals, 3C electronics, packaging and logistics, and fine chemicals. With the accelerated upgrading of industrial automation, intelligence, and cleanliness, flexible conveyor chains, with their wide adaptability, high stability, and cost-effectiveness, are gradually replacing traditional rigid conveying equipment and becoming the core basic component of modern flexible production lines, providing strong support for lightweight, efficient, and intelligent production in the manufacturing industry.